Leiterplatten-Oberfläche
Im Laufe des Fertigungsprozesses kann eine Baugruppe bis zu vier Lötvorgänge durchlaufen (2x SMD-Löten und 2x THT-Löten). Eine oxidfreie Oberfläche der Lötpads muss für den gesamten Fertigungsdurchlauf garantiert werden und ist für eine qualitativ hochwertige Lötung der Bauteile unbedingt erforderlich. Die Oberflächenbeschaffenheit der Leiterplatte trägt in nicht unerheblichem Maße dazu bei.
Vor- und Nachteile der einzelnen Oberflächenausführungen:
HAL:
-
- + sehr lange Lagerfähigkeit
- + Mehrfachlötungen problemlos möglich
- + keine Benetzungsprobleme
- +/- Schock- bzw. Löttest durch HAL
- – problematisch bei feinsten Strukturen
- die Schichtstärke beträgt je nach PAD-Geometrie und Bohrungen von deckend bis 35µ
chem. Sn (wird von uns nicht angeboten):
-
- + sehr hohe Planheit
- + unproblematisch bei feinsten Strukturen
- – begrenzte Lagerfähigkeit durch Diffusionen
- – mögliche Probleme bei Mehrfachlötungen durch Diffusionen und Oxidation
- die Schichtstärke beträgt ca. 0.9µm
chem. Ni/Au:
-
- + sehr hohe Planheit
- + unproblematisch bei feinsten Strukturen
- + sehr lange Lagerfähigkeit
- + Mehrfachlötungen problemlos möglich
- – höherer Preis
- die Schichtstärke beträgt ca. 5µm Nickel und ca. 0.1µ Gold
Kennzeichnung
Zur eindeutigen Identifizierung und Rückverfolgbarkeit werden alle Baugruppen mit einem Etikett nach folgendem Muster versehen:
 Chargennummer
Chargennummer
Herstellerlogo
laufende Nummer
Die Kennzeichnung kann aus Platzgründen auch entfallen oder auf Kundenwunsch geändert werden
Pitch
Unter Pitch versteht man den Abstand (der Mittellinien) benachbarter Pins eines Bauteils. Hochpolige Bauteile können einen Pitch bis unter 0,4mm haben, d.h. der Zwischenraum zwischen den Pads kann 0,2mm unterschreiten.
Bauform
Elektronische Bauteile sind in vielen unterschiedlichen Bauformen verfügbar. So bestimmen z.B. der Leistungsbedarf und die Anzahl der elektrischen Anschlüsse (PINs) die Baugröße nicht unerheblich.
Standardbauteile wie SMD-Widerstände und -Kondensatoren gibt es z.B. in den Bauformen 0402 0603 0805 1206. Diese Werte bezeichnen die Bauteilgröße (Länge x Breite).
Wir verarbeiten SMD-Bauteile ab einer Größe von 0402 ![]()


Baugruppengröße
Die Größe einer Baugruppe wird hauptsächlich durch die Größe der Leiterplatte bestimmt. Die Höhe wird durch die höchsten Bauteile bestimmt. Dafür müssen die Bauteilhöhen beider Seiten berücksichtigt werden.
Die maximal mögliche Baugruppengröße hängt allerdings von den Möglichkeiten der Baugruppenfertigung ab. Unsere maximale Baugruppengröße für reine SMD-Bestückung beträgt 250x500x20mm. In Sonderfällen sind auch höhere SMD-Baugruppen möglich.
Reflow-Löten
Das sogenannte Reflow-Löten ist ein Heißluftlöten in einem Durchlaufofen mit mehreren Kammern . Durch die getrennte Temperatureinstellung der Kammern in Verbindung mit einer variablen Transportgeschwindigkeit kann der Lötprozess optimal an die verschiedenen Gegebenheiten der Baugruppen angepasst werden.
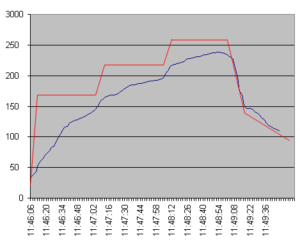 links: Temperaturverlauf einer Baugruppe in einem 3-Kammern-Reflow-Ofen (rot: Kammertemperatur, blau: Baugruppentemperatur)
links: Temperaturverlauf einer Baugruppe in einem 3-Kammern-Reflow-Ofen (rot: Kammertemperatur, blau: Baugruppentemperatur)
Selektiv-Löten
Beim Selektivlöten wird von unten flüssiges Lot durch eine Düse gepumpt. Durch den oben entstehenden Lotpilz wird die sich darüber befindliche Baugruppe von unten benetzt. Durch Anheben und Absenken der Lötdüse kann der Lötvorgang gestartet und beendet werden. So können durch zusätzliche Bewegungen in X- und Y-Richtung Teilbereiche der Baugruppe verlötet werden. Der Rest bleibt ungelötet. Das ist z.B. notwendig wenn sich in diesen Bereichen schon verarbeitete SMD-Bauteile befinden. Ein Anfahren dieser Bauteile mit dem Lotpilz würde die Lötverbindungen wieder lösen und das Bauteil ablösen. Deshalb muss auch der Abstand zwischen SMD-Bauteilen und den zu lötenden Selektiv-Lötstellen mindestens 5mm betragen.
Der Lötvorgang ist frei programmierbar so dass für die unterschiedlichen Anwendungen keine aufwändigen Umbauten oder Rüstzeiten erforderlich sind.
Stencil - Druckschablone
Mit Druckschablone (Stencil) bezeichnet man die Vorrichtung zum Auftragen von Lotpaste auf die SMD-Pads einer Leiterplatte. Sie besteht meistens aus dünnem Edelstahlblech mit gelaserten Öffnungen für die Lotpaste. Die Dicke der Schablone liegt normalerweise bei 100-150µm. Zusätzlich wird die Lotmenge über die Größe der Öffnungen bestimmt. Es sollte darauf geachtet werden, dass die Öffnungen kleiner sind als die PADs auf der Leiterplatte um ein Überdrucken zu verhindern.
Durchsteiger - VIAs
Zum Verbinden der einzelnen Leiterbahnebenen (Layer) untereinander sind so genannte Durchsteiger (auch VIAs genannt) erforderlich. Das sind kleine PADs mit metallisierten Bohrungen auf der Leiterbahnen. Bei einer hohen Packungsdichte werden diese VIAs gerne auch in SMD-Pads gesetzt. Dies führt allerdings zu dem Problem, dass die Lotpaste beim Lötprozess durch die Kapillarwirkung in die Bohrungen abwandert. Dadurch entstehen magere Lötstellen bis hin zu offenen Bauteilpins. Deshalb sollte diese Praxis möglichst nicht angewendet werden. Ist keine andere Lösung möglich, müssen die VIAs gefüllt werden. Dabei werden in einem aufwändigen Prozess die Bohrungen verfüllt und wieder übergalvanisiert. Dieses Verfahren ist allerdings sehr kostenintensiv.